





全自動打包帶變形的原因和解決方案 1.聚合物材料的蠕變是捆扎帶變形的主要原因。 捆扎帶撓曲的原因很多,但原則上是聚合物材料的蠕象。 當捆扎帶纏繞時,由于橫向纏繞應力的恒定作用,在***溫度下,聚分子鏈逐漸發生構象位移,分子鏈的方向發生了重排,但由于分子鏈之間的摩擦, 它不能立即完成變形。 因此,該分子或材料的變形隨時間逐漸增加,直到形成穩定的結構為止,這使帶變形并產生撓曲。 在這方面,我們應嘗試改變聚合物的結構,改善分子鏈的取向和帶的抗蠕變性。 2.填料量不正確。 添加適量的填料不僅有助于降低生產成本,而且還可以提高捆扎帶的剛度并提高抗蠕變性。 在正常情況下,增加填充物的量會減少皮帶的撓度,但是過量添加填充物會影響正常生產并破壞皮帶的物理和機械性能。 在實際生產中,建議根據聚材料的性能添加8%至12%(質量百分比)的填料。 如果使用無規聚作為填料,則應采用下限。 3.拉伸比控制不當。 拉伸比是捆扎帶生產過程中關鍵的工藝參數。 增加拉伸比可以大大減小撓度。 這是因為當拉伸比增加時,聚合物鏈上的拉伸力增加,分子鏈將整齊緊密地排列在一起,從而改善了聚合物鏈的取向和聚合物材料的抗蠕變性,減少了高彈性變形和 塑性變形。 然而,拉伸比不能地增加。 由于原料性能的影響,過度的拉伸比將給成型帶來困難。 通常,拉伸比為1:9。
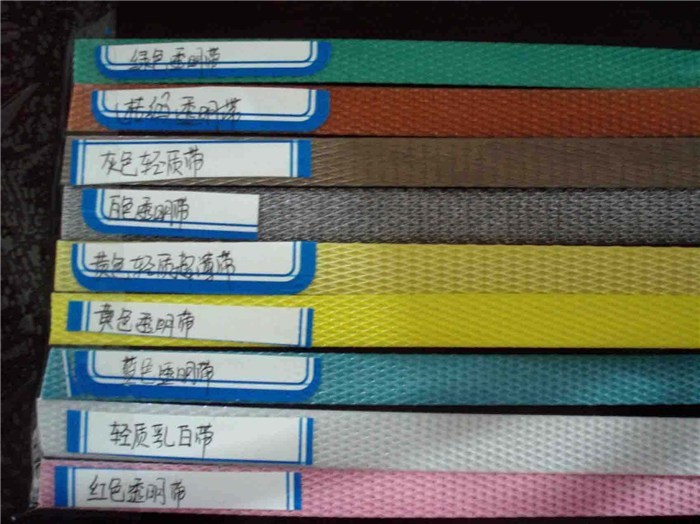





PP機用打包帶有哪幾類 PP打包帶,學名聚,是常見塑料中較輕的一種,PP機用打包帶的主要材料是聚拉絲級樹脂,因其可塑性好,斷裂拉力強,耐彎曲,比重輕,使用方便等優點,被加工成的塑料打包帶,已在各領域中廣泛作用。那么它是怎么分類的呢? A. 生產打包帶的聚原料為透明顆粒狀,所以PP打包帶可以分類為:透明PP打包帶、半透明PP打包帶、色彩PP打包帶 B. 按生產打包帶使用的聚成份比例來分,PP打包帶可以分為:新純料PP打包帶、GMF 回收料PP打包帶、普通夾芯PP打包帶 C.按照使用的用途可以分為:全自動PP打包帶、半自動PP打包帶、手工用PP打包帶、柔性PP打包帶 D. 按照使用的機器分為:機用打包帶、手用打包帶 除了以上分類,打包帶還可以用顏色分為:白色、紅色、黃色、藍色、黑色等多種顏色。

打包帶生產線在操作的過程中要注意什么 現在生產打包帶的企業包帶機器的操作要求任何事情都要按照一定的規格處理。打包帶機的運行也不例外。我們也經常聽到一些由于沒按規定去操作打包帶機械導致帶卷松散、漏電現象、有的甚至是使得打包帶機械損壞等一系列的問題出現為什么同樣也是操作打包帶機械別人操作就不會出現這樣的問題那到底是怎么一回事呢? 事實上,我們經營打包帶生產線,工作不正常。有些朋友為了快速運行,沒有包帶機器進行事前操作檢查,所以出現了問題。 打包帶機器啟動前準備工作首先要檢查設備,檢查打包帶是否安裝正確,然后檢查電源電線是否損壞,檢查每個運動部件是否潤滑,檢查打包帶線路是否移動,再者要看一下打包帶生產線是否固定不移動要準備開機前的檢查表做到例行檢查。 包裝機械規格操作包裝機械操作員對包裝機械設備工作原理、工作程序、調整方法有基本的了解,操作前開機,先對包裝機械預熱幾分鐘調節打包帶長度,檢查有沒有噪音。 打包帶機械的操作結束在操作完打包帶機械后,要記得切斷電源,并關閉開關,防止出現漏電現象,導致人觸電。 另外,要提醒人們,嚴禁將手穿入打包帶,,禁止工作時間拆卸設備等危險動作。打包帶機筒的溫度控制必須從供給段逐漸提高到均勻化段。模具溫度必須等于或略低于包裝打包帶機械筒體的大溫度。



 在線客服
在線客服 15055312917
15055312917 1615703971@qq.com
1615703971@qq.com


